
A zinc borate sample underwent hydrophobic surface modification in a single-vessel run on a Taixian VCH-5 — a high-shear conical-chamber mixer with integrated in-chamber spray and 100 °C jacket heating. The customer’s existing two-step workflow — 30-minute spray mixing followed by 60-minute low-speed drying, 90 minutes per batch — was replaced by a 1-minute spray + 15-minute high-speed homogenization cycle on the VCH-5. The result: ~6× faster cycle, over 80% time reduction, using 1 %wt silane coupling agent. The modified powder floats on water; the as-received reference sinks.
A zinc borate sample underwent hydrophobic surface modification in a single-vessel run on a Taixian VCH-5 — a high-shear conical-chamber mixer with integrated in-chamber spray and 100 °C jacket heating. The customer’s existing two-step workflow — 30-minute spray mixing followed by 60-minute low-speed drying, 90 minutes per batch — was replaced by a 1-minute spray + 15-minute high-speed homogenization cycle on the VCH-5. The result: ~6× faster cycle, over 80% time reduction, using 1 %wt silane coupling agent. The modified powder floats on water; the as-received reference sinks.
Challenge
Zinc borate (2ZnO·3B2O3·3.5H2O) is a synergistic flame retardant used in PVC, polyolefins, cable compounds, and engineering plastics. Its native hydrophilic surface is incompatible with hydrophobic polymer matrices — causing poor dispersion, moisture pickup, and surface blooming in the finished compound.
Surface modification with a silane coupling agent corrects this. For the customer in this case, the modification stage was the slowest single step in their compound preparation line: 90 minutes per batch, split across two pieces of equipment.
Customer’s existing workflow:
- Step 1 — Spray mixing on a low-shear mixer: 30 min
- Step 2 — Transfer to a separate dryer + low-speed drying: 60 min
- Total cycle: 90 min
- Equipment count: 2 (mixer + dryer)
- Coating uniformity: variable, batch-to-batch
Solution
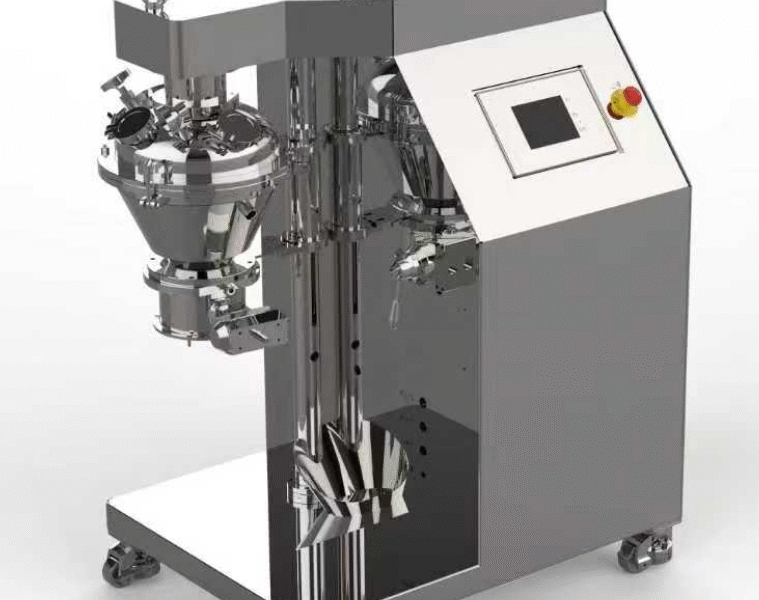
The same modification was performed on a single Taixian VCH-5 high-efficient mixer equipped with an integrated in-chamber spray system. The conical mixing chamber, frequency-adjustable rotor up to 1660 rpm, and thermal-oil jacket holding 100 °C throughout the run merged spray dosing and solvent evaporation into one continuous process — eliminating the separate drying stage.
Material
| Parameter | Value |
|---|---|
| Material | Zinc borate, 2ZnO·3B2O3·3.5H2O |
| As-received D50 | Confidential |
| Batch loaded | ~3 kg (4 L by volume) |
Equipment
| Parameter | Value |
|---|---|
| Main unit | Taixian VCH-5 high-efficient mixer |
| Rotor | Frequency-adjustable, max 1660 rpm |
| Spray system | In-chamber single-nozzle, integrated |
| Heating | Jacketed chamber, thermal-oil mold temperature controller, 100 °C maintained from start to discharge |
Process Parameters
| Parameter | Value |
|---|---|
| Modifier | Silane coupling agent |
| Modifier dosage | 1 %wt vs. zinc borate |
| Pre-mix (low speed) | 5 min |
| Spray + low-speed mixing | ~1 min |
| High-speed homogenization | 15 min at 1000 rpm |
Procedure
The jacket is held at 100 °C throughout all four steps — required by the silane condensation chemistry on the borate surface, and used in parallel to evaporate the modifier’s carrier solvent in real time.
- Chamber pre-conditioning. The VCH-5 jacket is heated to 100 °C via thermal-oil mold temperature controller and held until stable.
- De-agglomeration pre-mix (5 min, low speed). Zinc borate is charged from the top of the conical chamber and pre-mixed at low rotor speed to break up natural agglomerates. Without this step, the silane dosed in step 3 coats only the outer surface of agglomerates — the inner grains stay hydrophilic and fail downstream compatibility tests.
- Spray + low-speed mixing (~1 min). Silane coupling agent at 1 %wt is introduced through the in-chamber nozzle while the rotor remains at low speed. Low speed during dosing keeps the modifier in contact with the powder bed rather than being centrifuged onto the chamber wall.
- High-speed homogenization (15 min at 1000 rpm). Rotor speed is raised to 1000 rpm. The combined action of high rotor speed and the conical chamber geometry forces the bed through repeated top–bottom circulation loops, distributing the silane across all grain surfaces while the 100 °C jacket drives off the carrier solvent in-line. Direct discharge follows — no separate drying stage.
Achievement
Two zinc borate samples were placed side-by-side on a still water surface under identical conditions: the VCH-modified sample (16-minute cycle, 1 %wt silane) on the left, and the as-received untreated reference on the right.
The modified sample remained fully supported on the water surface. The reference sample broke through the surface tension and sank within seconds. The float test is a coarse but unambiguous hydrophobicity indicator: a uniformly coated powder cannot be wetted, while a patchy-coated powder loses bed integrity as the uncoated grains sink. The VCH sample showed no such disintegration.
Quantitative cycle comparison:
| Stage | Customer’s Two-Step Workflow | VCH-5 Single-Vessel Workflow |
|---|---|---|
| Spray + mixing | 30 min | 1 + 15 = 16 min |
| Separate drying stage | 60 min | Integrated, in-line |
| Total cycle | 90 min | 16 min |
| Throughput multiplier | 1× (baseline) | ~6× faster |
| Time reduction | — | over 80% |
| Hydrophobicity verification | — | Water float test passed; no bed disintegration |
Tags
#ZincBorate #ZincBorateHydrophobicModification #FlameRetardantCoating #SilaneCouplingAgent #SurfaceModification
#TaixianVCH5 #VCHHighEfficientMixer #PowderCoatingEquipment
#InChamberSprayCoating #SingleVesselModification #HighShearPowderMixer #ConicalMixingChamber #JacketedPowderMixer
#CyclomixAlternative #HosokawaAlternative #ChineseOEMPowderEquipment
#MagnesiumHydroxideCoating #ATHSurfaceTreatment #FunctionalFillerCoating #PolymerCompatibility
Challenge
Zinc borate (2ZnO·3B2O3·3.5H2O) is a synergistic flame retardant used in PVC, polyolefins, cable compounds, and engineering plastics. Its native hydrophilic surface is incompatible with hydrophobic polymer matrices — causing poor dispersion, moisture pickup, and surface blooming in the finished compound.
Surface modification with a silane coupling agent corrects this. For the customer in this case, the modification stage was the slowest single step in their compound preparation line: 90 minutes per batch, split across two pieces of equipment.
Customer’s existing workflow:
- Step 1 — Spray mixing on a low-shear mixer: 30 min
- Step 2 — Transfer to a separate dryer + low-speed drying: 60 min
- Total cycle: 90 min
- Equipment count: 2 (mixer + dryer)
- Coating uniformity: variable, batch-to-batch
Solution
The same modification was performed on a single Taixian VCH-5 high-efficient mixer equipped with an integrated in-chamber spray system. The conical mixing chamber, frequency-adjustable rotor up to 1660 rpm, and thermal-oil jacket holding 100 °C throughout the run merged spray dosing and solvent evaporation into one continuous process — eliminating the separate drying stage.
Material
| Parameter | Value |
|---|---|
| Material | Zinc borate, 2ZnO·3B2O3·3.5H2O |
| As-received D50 | Confidential |
| Batch loaded | ~3 kg (4 L by volume) |
Equipment
| Parameter | Value |
|---|---|
| Main unit | Taixian VCH-5 high-efficient mixer |
| Rotor | Frequency-adjustable, max 1660 rpm |
| Spray system | In-chamber single-nozzle, integrated |
| Heating | Jacketed chamber, thermal-oil mold temperature controller, 100 °C maintained from start to discharge |
Process Parameters
| Parameter | Value |
|---|---|
| Modifier | Silane coupling agent |
| Modifier dosage | 1 %wt vs. zinc borate |
| Pre-mix (low speed) | 5 min |
| Spray + low-speed mixing | ~1 min |
| High-speed homogenization | 15 min at 1000 rpm |
Procedure
The jacket is held at 100 °C throughout all four steps — required by the silane condensation chemistry on the borate surface, and used in parallel to evaporate the modifier’s carrier solvent in real time.
- Chamber pre-conditioning. The VCH-5 jacket is heated to 100 °C via thermal-oil mold temperature controller and held until stable.
- De-agglomeration pre-mix (5 min, low speed). Zinc borate is charged from the top of the conical chamber and pre-mixed at low rotor speed to break up natural agglomerates. Without this step, the silane dosed in step 3 coats only the outer surface of agglomerates — the inner grains stay hydrophilic and fail downstream compatibility tests.
- Spray + low-speed mixing (~1 min). Silane coupling agent at 1 %wt is introduced through the in-chamber nozzle while the rotor remains at low speed. Low speed during dosing keeps the modifier in contact with the powder bed rather than being centrifuged onto the chamber wall.
- High-speed homogenization (15 min at 1000 rpm). Rotor speed is raised to 1000 rpm. The combined action of high rotor speed and the conical chamber geometry forces the bed through repeated top–bottom circulation loops, distributing the silane across all grain surfaces while the 100 °C jacket drives off the carrier solvent in-line. Direct discharge follows — no separate drying stage.
Achievement
Two zinc borate samples were placed side-by-side on a still water surface under identical conditions: the VCH-modified sample (16-minute cycle, 1 %wt silane) on the left, and the as-received untreated reference on the right.
The modified sample remained fully supported on the water surface. The reference sample broke through the surface tension and sank within seconds. The float test is a coarse but unambiguous hydrophobicity indicator: a uniformly coated powder cannot be wetted, while a patchy-coated powder loses bed integrity as the uncoated grains sink. The VCH sample showed no such disintegration.
Quantitative cycle comparison:
| Stage | Customer’s Two-Step Workflow | VCH-5 Single-Vessel Workflow |
|---|---|---|
| Spray + mixing | 30 min | 1 + 15 = 16 min |
| Separate drying stage | 60 min | Integrated, in-line |
| Total cycle | 90 min | 16 min |
| Throughput multiplier | 1× (baseline) | ~6× faster |
| Time reduction | — | over 80% |
| Hydrophobicity verification | — | Water float test passed; no bed disintegration |
Tags
#ZincBorate #ZincBorateHydrophobicModification #FlameRetardantCoating #SilaneCouplingAgent #SurfaceModification
#TaixianVCH5 #VCHHighEfficientMixer #PowderCoatingEquipment
#InChamberSprayCoating #SingleVesselModification #HighShearPowderMixer #ConicalMixingChamber #JacketedPowderMixer
#CyclomixAlternative #HosokawaAlternative #ChineseOEMPowderEquipment
#MagnesiumHydroxideCoating #ATHSurfaceTreatment #FunctionalFillerCoating #PolymerCompatibility
Enquiry
Tell us your material, target particle size, and throughput. We will advise on
model selection and run a trial on your own powder before you commit to equipment.
Yibin Andy Wei — Application Engineer
Email: [email protected]
LinkedIn: Yibin Andy Wei
WhatsApp: +1 380 900 2442